Синицыной А.Е.МТ-57
2007год
Лабораторная работа №1
Моделирование и расчет технологических размерных цепей по
программе GRAKON7 в среде AutoCAD 2007
1 Цель работы
Ознакомиться с графической системой расчёта размерных цепей GRAKON7, произвести расчет технологических размеров для занесения в операционную карту.
2 Исходные данные
Контур детали по варианту ? из [1] (рисунок 1).
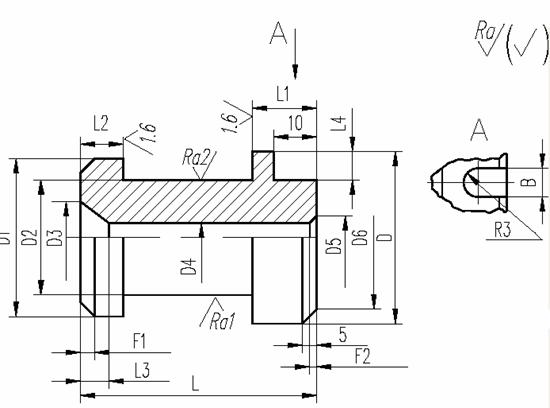
Рисунок 1 - Исходные данные
3 Установка GRAKON7 на ПК
В меню «Инструменты» указываем «Опции». Выбираем вкладку «Файлы» и в папке «Путь поиска файлов поддержки» указываем путь к папке с программой GRAKON7 (рисунок 2). Нажимаем «Применить» и «ОК».
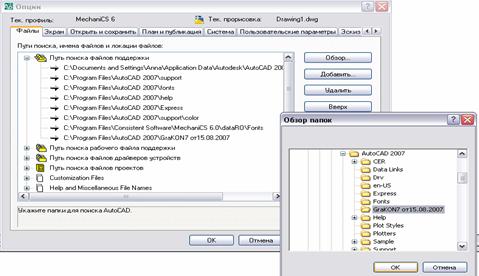
Рисунок 2 – Добавление файла поддержки
В меню «Инструменты» выбираем вкладку «Загрузить Приложение». Указываем путь к папке с программой GRAKON7 и выбираем файл «chain.VLX» (рисунок 3). Нажимаем кнопку «Открыть» и затем кнопку «Закрыть».
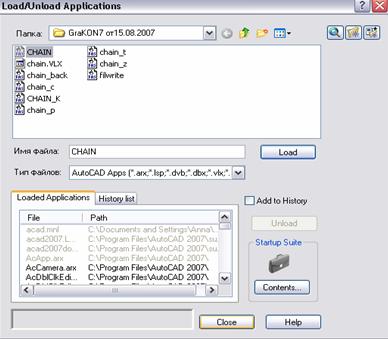
Рисунок 3 – Загрузка файла сhain.VLX
После закрытия окна появляется вкладка меню «ЦЕПИ».
4 Методика работы
4.1 Вычерчиваем в AutoCAD 2007 контур детали и проставляем размеры, а затем нажимаем кнопку «ЦЕПИ» (рисунок 4). Используя пункт «Размеры», получаем возможность построения на экране размерной схемы варианта технологического процесса непосредственно на чертеже детали.
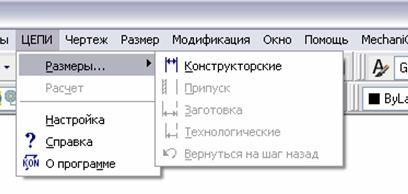
Рисунок 4 – Меню «ЦЕПИ»
Выбираем пункт «Конструкторские», при этом в командной строке появляется запрос указать левый и правый угол: охватываем всю область чертежа. Появляется окно «Конструкторские размеры» (рисунок 5).
Рисунок 5 – Окно «Конструкторские размеры»
В появившемся окне нажимаем кнопку «Выбрать все», появляется сообщение о
количестве выбранных размеров, затем нажимаем кнопку «Просмотреть набор». Затем
указываем предельные размеры детали и отвечаем на вопрос системы, сохранить ли
в наборе, кнопкой «ОК» (рисунок 7).
Рисунок 7 – Выбор конструкторских размеров
После подтверждения кнопкой «ОК», в окне AutoCAD Message (рисунок 7, справа), все выбранные поверхности соединяются размерными линиями одного и того же цвета, над ними появляются числовые значения размеров (рисунок 8). В результате выделяется размерная структура детали, отображающая размерные связи между поверхностями, которые должны получаться после механообработки.
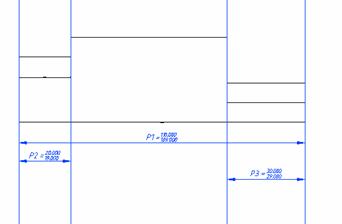
Рисунок 8 – Конструкторские размеры
В случае необходимости система позволяет дополнить чертеж отсутствующим размером или задать размер вместо некорректно введенного при создании чертежа и указать его предельные значения нажатием кнопки “Создать новый”. Пользователю предлагается выделить прицелом сначала одну, а затем другую поверхности (линии) чертежа, которые должны быть связаны конструкторским размером. Кнопка “Указать” позволяет выбрать отдельный размер, например, для корректировки его предельных значений.
4.2 Задачей данного этапа является указание положения припусков, удаляемых в ходе обработки. Технолог средствами системы пристраивает для каждой поверхности необходимое число припусков. Поэтому в данной лабораторной работе мы рассмотрим 2 варианта проставления припуска: первый из них подразумевает обработку детали за один проход инструмента, во втором обработка делится на черновую и чистовую.
Рассмотрим вариант 1.
В меню «ЦЕПИ» выбираем «Размеры/Припуск» (рисунок 9).
Рисунок 9 – Формирование припуска
Для этого в диалоговом меню (рисунок 10) используется кнопка “Добавить припуск”. После ее нажатия можно создать один припуск: в строке подсказок AutoCAD 2007 появляется запрос на выбор поверхности, к которой следует пристроить припуск, ставим прицел на линию поверхности и нажимаем левую кнопку “мыши”, после чего следует указать направление припуска.
Рисунок 10 – Окно «Припуски»
Нажатие кнопки ОК (рисунок 11) завершает этап – в результате эскиз детали превращается в эскиз заготовки (рисунок 12). Система информирует о количестве введенных припусков и предлагает перейти к следующему этапу для указания положения размеров заготовки, с которыми она поступает на механообработку.
Рисунок 11 – Окно информации
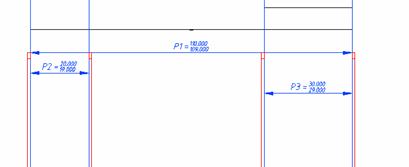
Рисунок 12 – Схема припусков
4.3 Размеры заготовки. В меню «ЦЕПИ» выбираем «Размеры/Заготовка».
Рисунок 13 – Формирование размеров заготовки
Чтобы выполнить простановку одного размера заготовки, в появившемся диалоговом окне (рисунок 14) следует нажать кнопку “Добавить размер”. В ответ на запросы системы следует указать прицелом последовательно первую и вторую линии, определяющие соответствующие поверхности заготовки, которые появились после ввода припусков.

Рисунок 14 – Окно «Заготовка»
После задания расположения размера необходимо отметить в меню (рисунок 15) код расположения допуска этого размера, а также ввести габаритный размер. Затем те же действия повторяются для следующего размера.
Рисунок 15 – Задание размеров заготовки
В результате выполнения данного этапа в нижней части формируемой размерной схемы (рисунок 16) все размеры заготовки будут изображены двусторонними стрелками и обозначены буквой А с последовательно возрастающим индексом.
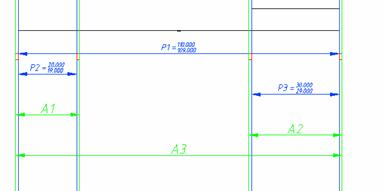
Рисунок 16 – Схема размеров заготовки
После нажатия кнопки ОК система сообщает пользователю число введенных размеров заготовки и предлагает перейти к этапу указания технологических размеров механообработки.
4.4 Размеры механообработки. В меню «ЦЕПИ» выбираем «Размеры/Технологические (рисунок 17). Здесь (рисунок 18) необходимо указать технологические базы, выполнить простановку положения и выбор метода получения технологических размеров, выдерживаемых при механообработке заготовки (рисунок 19). Технологу предлагается нажать кнопку “Добавить размер”, а затем указать сначала базовую поверхность, от которой выдерживается размер, а затем – получаемую после удаления соответствующего припуска обработанную поверхность.
Рисунок 17 – Выбор технологических размеров
Рисунок 18 – Окно «Технологические размеры»
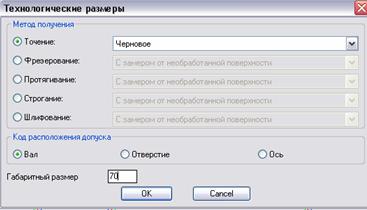
Рисунок 19 – Выбор метода получения поверхности
В результате получается размерная схема варианта обработки заготовки (рисунок 20).
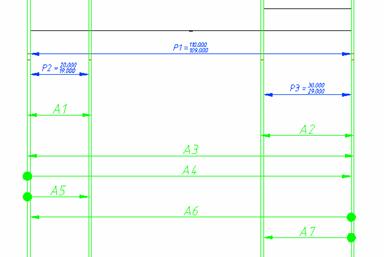
Рисунок 20 – Размерная схема обработки
4.5 Расчет технологических размеров
После нажатия кнопки ОК информационного сообщения система GRAKON7 предлагает выбрать пункт «Расчет» (рисунок 21) из меню «ЦЕПИ»:
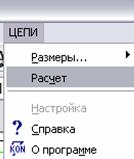
Рисунок 21 – Выбор пункта «Расчет»
Выбор этого пункта вызывает появление заключительного диалогового окна (рисунок 22), где следует указать метод получения заготовки, наибольший размер заготовки и др. Ввод информации этого окна завершает формирование исходных данных и запускает модуль KON7 выявления цепей и расчёта технологических размеров Аi .
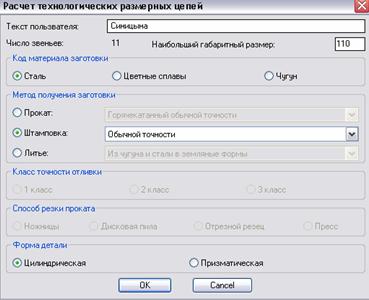
Рисунок 22 – Диалоговое окно расчета
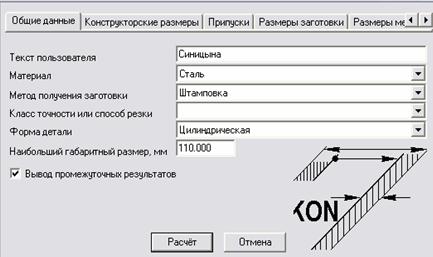
Рисунок 23 – Окно программы KON7
После нажатия кнопки «ОК» численные данные будут переданы в модуль KON7 (рисунок 23), где их можно сохранить в файле с расширением isx. Кнопка Расчет запускает формирование размерных цепей и решение их уравнений. Результаты могут быть сохранены в файле с расширением rez (таблицы 1 – 3).
Результаты расчета технологических размерных цепей
Кафедра ТМС ЯГТУ, (C) Калачев О.Н., 2000 **** KON7 ****
З а к а з ч и к Синицына
Таблица 1
Распечатка введенных исходных данных (проверьте правильность ввода!)
Сведения о заготовке:
Материал.................. сталь
Способ получения.......... Штамповка обычн.точности
Класс (степень) точности.. ---
Габаритный размер......... 112.000
---------------------------------------------------------------------------------------------
Замыкающие звенья | Составляющие звенья |Габа| Отклонения
P-черт.размер. Z-припуск | |риты| допуска
--------------------------------------------------------------------------|обра| пользователя
Зве-| Гра- | Предел.значения |Зве-| Гра- | Метод обработки |Сист|бот.|
но | ницы |-----------------| но | ницы | |допу|пове|-------------
| | max | min | | O--> | |ска |рхн.|Веpх. |Нижнее
---------------------------------------------------------------------------------------------
P1 | 2 3| 21.000| 19.000|A1 | 1 4|Штамповка обычн.точности |вал | 21| 0.000| 0.000
P2 | 2 7| 110.000| 109.000|A2 | 5 8|Штамповка обычн.точности |вал | 31| 0.000| 0.000
P3 | 6 7| 30.000| 29.000|A3 | 1 8|Штамповка обычн.точности |вал | 112| 0.000| 0.000
Z1 | 1 2| 0.000| 0.000|A4 | 1 7|Точение черновое |вал | 112| 0.000| 0.000
Z2 | 4 3| 0.000| 0.000|A5 | 1 3|Точение от необр.пов. |вал | 21| 0.000| 0.000
Z3 | 5 6| 0.000| 0.000|A6 | 7 2|Точение чистовое |вал | 110| 0.000| 0.000
Z4 | 8 7| 0.000| 0.000|A7 | 7 6|Точение чистовое |вал | 31| 0.000| 0.000
---------------------------------------------------------------------------------------------
Блок 1
Блок 2
Блок 3
Таблица 2
Результаты расчета - уравнения размерных цепей
-------------------------------------------------------------------------------------
Номер | Неизв.| Уравнения в символьной форме
решения| звено |
-------------------------------------------------------------------------------------
1 | A6 | P2=+A6
2 | A7 | P3=+A7
3 | A4 | Z1=-A6+A4
4 | A5 | P1=-A4+A5+A6
5 | A3 | Z4=-A4+A3
6 | A1 | Z2=-A5+A1
7 | A2 | Z3=-A3-A7+A2+A4
-------------------------------------------------------------------------------------
Блок 4
** Информация о ходе расчёта технологических размеров при решении разм. цепей **
Program KON7 О.Н.Калачев-2000
Решается разм. цепь 1 типа "P" с неизв. звеном A6 , код метода получения= 74
с о с т а в ц е п и :
увелич. звено A6 : max= 0.000 min= 0.000
замык. звено - констр. размер P2 : max= 110.000 min= 109.000
результаты расчёта звена A6 : max= 110.000 min= 109.000
следовательно, расч. допуск= 1.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.140 : верхн. откл.= 0.140 нижн. откл.= 0.000
принимаем расчётный размер звена A6 с учётом технолог. допуска:
номинал= 110.000 max= 110.000 min= 109.860
Решается разм. цепь 2 типа "P" с неизв. звеном A7 , код метода получения= 74
с о с т а в ц е п и :
увелич. звено A7 : max= 0.000 min= 0.000
замык. звено - констр. размер P3 : max= 30.000 min= 29.000
результаты расчёта звена A7 : max= 30.000 min= 29.000
следовательно, расч. допуск= 1.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.084 : верхн. откл.= 0.084 нижн. откл.= 0.000
принимаем расчётный размер звена A7 с учётом технолог. допуска:
номинал= 30.000 max= 30.000 min= 29.916
Решается разм. цепь 3 типа "Z" с неизв. звеном A4 , код метода получения= 72
припуск ZMIN, рассчитанный системой= 0.230
с о с т а в ц е п и :
уменьш. звено A6 : max= 110.000 min= 109.860
увелич. звено A4 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.460 : верхн. откл.= 0.460 нижн. откл.= 0.000
расчётный размер звена A4 :
номинал= 110.690 max= 110.690 min= 110.230
Решается разм. цепь 4 типа "P" с неизв. звеном A5 , код метода получения= 71
с о с т а в ц е п и :
уменьш. звено A4 : max= 110.690 min= 110.230
увелич. звено A5 : max= 0.000 min= 0.000
увелич. звено A6 : max= 110.000 min= 109.860
замык. звено - констр. размер P1 : max= 21.000 min= 19.000
результаты расчёта звена A5 : max= 21.230 min= 19.830
следовательно, расч. допуск= 1.400
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.520 : верхн. откл.= 0.520 нижн. откл.= 0.000
принимаем расчётный размер звена A5 с учётом технолог. допуска:
номинал= 21.230 max= 21.230 min= 20.710
Решается разм. цепь 5 типа "Z" с неизв. звеном A3 , код метода получения= 21
припуск ZMIN, рассчитанный системой= 0.530
с о с т а в ц е п и :
уменьш. звено A4 : max= 110.690 min= 110.230
увелич. звено A3 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 3.000 : верхн. откл.= 1.800 нижн. откл.=-1.200
расчётный размер звена A3 :
номинал= 112.420 max= 114.220 min= 111.220
Решается разм. цепь 6 типа "Z" с неизв. звеном A1 , код метода получения= 21
припуск ZMIN, рассчитанный системой= 0.730
с о с т а в ц е п и :
уменьш. звено A5 : max= 21.230 min= 20.710
увелич. звено A1 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 2.000 : верхн. откл.= 1.200 нижн. откл.=-0.800
расчётный размер звена A1 :
номинал= 22.760 max= 23.960 min= 21.960
Решается разм. цепь 7 типа "Z" с неизв. звеном A2 , код метода получения= 21
припуск ZMIN, рассчитанный системой= 1.030
с о с т а в ц е п и :
уменьш. звено A3 : max= 114.220 min= 111.220
уменьш. звено A7 : max= 30.000 min= 29.916
увелич. звено A2 : max= 0.000 min= 0.000
увелич. звено A4 : max= 110.690 min= 110.230
технолог. допуск заданного метода получения звена, предлагаемый
системой= 2.000 : верхн. откл.= 1.200 нижн. откл.=-0.800
расчётный размер звена A2 :
номинал= 35.820 max= 37.020 min= 35.020
Таблица 3
Результаты расчета технологических РЦ ЯГТУ, С Калачев О.Н., 2000 ** KON7 **
------------------------------------------------------------------------------------------------
Замыкающие звенья | Составляющие звенья
P-черт.размер, Z-припуск |
------------------------------------------------------------------------------------kon7--------
Ин- | Гра- | Предел.значения | Ин- | Гра- | | | Отклонения
декс | ницы |-----------------|декс | ницы | Метод обработки |Номинал |---------------
звена| звена | max | min |звена| звена | | |Верхнее|Нижнее
------------------------------------------------------------------------------------------------
P1 | 2 3| 21.000| 19.000| A1 | 1 4|Штамповка обычн.точности | 22.760| 1.200| -0.800
P2 | 2 7| 110.000| 109.000| A2 | 8 5|Штамповка обычн.точности | 35.820| 1.200| -0.800
P3 | 6 7| 30.000| 29.000| A3 | 1 8|Штамповка обычн.точности | 112.420| 1.800| -1.200
Z1 | 1 2| ---- | 0.230| A4 | 7 1|Точение черновое | 110.690| 0.000| -0.460
Z2 | 4 3| ---- | 0.730| A5 | 3 1|Точение от необр.пов. | 21.230| 0.000| -0.520
Z3 | 5 6| ---- | 1.030| A6 | 2 7|Точение чистовое | 110.000| 0.000| -0.140
Z4 | 8 7| ---- | 0.530| A7 | 6 7|Точение чистовое | 30.000| 0.000| -0.084
------------------------------------------------------------------------------------------------
Конец заказа Синицына *** KON7 *** 2000
Конец задания......KON7 2000
4.6 Рассмотрим второй вариант задания припусков.
Для каждой поверхности определим двойной припуск, то есть разделим обработку поверхности на черновую и чистовую. При этом размерная схема припусков будет выглядеть так, как показано на рисунке 24.
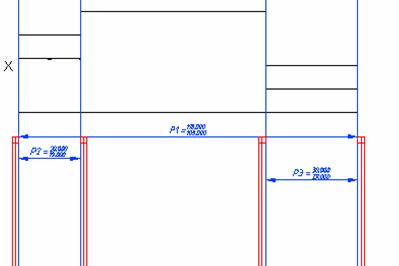
Рисунок 24 – Размерная схема припусков
При этом соответственно изменятся схемы размеров заготовки и технологических размеров (рисунок 25).
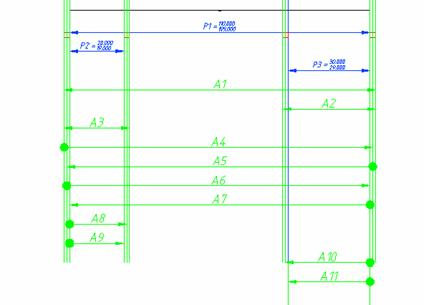
Рисунок 25 – Размерная схема обработки
Результат расчета в программе KON7 приведен ниже.
Результаты расчета технологических размерных цепей
Кафедра ТМС ЯГТУ, (C) Калачев О.Н., 2000 **** KON7 ****
З а к а з ч и к Синицына
Таблица 1
Распечатка введенных исходных данных (проверьте правильность ввода!)
Сведения о заготовке:
Материал.................. сталь
Способ получения.......... Литьё в земляные формы
Класс (степень) точности.. 2
Габаритный размер......... 110.000
---------------------------------------------------------------------------------------------
Замыкающие звенья | Составляющие звенья |Габа| Отклонения
P-черт.размер. Z-припуск | |риты| допуска
--------------------------------------------------------------------------|обра| пользователя
Зве-| Гра- | Предел.значения |Зве-| Гра- | Метод обработки |Сист|бот.|
но | ницы |-----------------| но | ницы | |допу|пове|-------------
| | max | min | | O--> | |ска |рхн.|Веpх. |Нижнее
---------------------------------------------------------------------------------------------
P1 | 3 4| 20.000| 19.000|A1 | 1 12|Литьё в земляные формы |вал | 110| 0.000| 0.000
P2 | 3 10| 110.000| 109.000|A2 | 7 12|Литьё в земляные формы |вал | 30| 0.000| 0.000
P3 | 9 10| 30.000| 29.000|A3 | 1 6|Литьё в земляные формы |вал | 22| 0.000| 0.000
Z1 | 1 2| 0.000| 0.000|A4 | 1 11|Точение от необр.пов. |вал | 110| 0.000| 0.000
Z2 | 2 3| 0.000| 0.000|A5 | 11 2|Точение черновое |вал | 110| 0.000| 0.000
Z3 | 5 4| 0.000| 0.000|A6 | 2 10|Точение чистовое |вал | 110| 0.000| 0.000
Z4 | 6 5| 0.000| 0.000|A7 | 10 3|Точение чистовое |вал | 110| 0.000| 0.000
Z5 | 7 8| 0.000| 0.000|A8 | 3 5|Точение чистовое |вал | 20| 0.000| 0.000
Z6 | 8 9| 0.000| 0.000|A9 | 3 4|Точение чистовое |вал | 20| 0.000| 0.000
Z7 | 11 10| 0.000| 0.000|A10 | 10 8|Точение черновое |вал | 30| 0.000| 0.000
Z8 | 12 11| 0.000| 0.000|A11 | 10 9|Точение чистовое |вал | 30| 0.000| 0.000
---------------------------------------------------------------------------------------------
Блок 1
Блок 2
Блок 3
Таблица 2
Результаты расчета - уравнения размерных цепей
-------------------------------------------------------------------------------------
Номер | Неизв.| Уравнения в символьной форме
решения| звено |
-------------------------------------------------------------------------------------
1 | A9 | P1=+A9
2 | A7 | P2=+A7
3 | A11 | P3=+A11
4 | A6 | Z2=-A7+A6
5 | A8 | Z3=-A9+A8
6 | A10 | Z6=-A11+A10
7 | A5 | Z7=-A6+A5
8 | A4 | Z1=-A5+A4
9 | A3 | Z4=-A4-A6-A8+A3+A5+A7
10 | A1 | Z8=-A4+A1
11 | A2 | Z5=-A1-A5-A10+A2+A4+A6
-------------------------------------------------------------------------------------
Блок 4
** Информация о ходе расчёта технологических размеров при решении разм. цепей **
Program KON7 О.Н.Калачев-2000
Решается разм. цепь 1 типа "P" с неизв. звеном A9 , код метода получения= 74
с о с т а в ц е п и :
увелич. звено A9 : max= 0.000 min= 0.000
замык. звено - констр. размер P1 : max= 20.000 min= 19.000
результаты расчёта звена A9 : max= 20.000 min= 19.000
следовательно, расч. допуск= 1.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.084 : верхн. откл.= 0.084 нижн. откл.= 0.000
принимаем расчётный размер звена A9 с учётом технолог. допуска:
номинал= 20.000 max= 20.000 min= 19.916
Решается разм. цепь 2 типа "P" с неизв. звеном A7 , код метода получения= 74
с о с т а в ц е п и :
увелич. звено A7 : max= 0.000 min= 0.000
замык. звено - констр. размер P2 : max= 110.000 min= 109.000
результаты расчёта звена A7 : max= 110.000 min= 109.000
следовательно, расч. допуск= 1.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.140 : верхн. откл.= 0.140 нижн. откл.= 0.000
принимаем расчётный размер звена A7 с учётом технолог. допуска:
номинал= 110.000 max= 110.000 min= 109.860
Решается разм. цепь 3 типа "P" с неизв. звеном A11 , код метода получения= 74
с о с т а в ц е п и :
увелич. звено A11 : max= 0.000 min= 0.000
замык. звено - констр. размер P3 : max= 30.000 min= 29.000
результаты расчёта звена A11 : max= 30.000 min= 29.000
следовательно, расч. допуск= 1.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.084 : верхн. откл.= 0.084 нижн. откл.= 0.000
принимаем расчётный размер звена A11 с учётом технолог. допуска:
номинал= 30.000 max= 30.000 min= 29.916
Решается разм. цепь 4 типа "Z" с неизв. звеном A6 , код метода получения= 74
припуск ZMIN, рассчитанный системой= 0.140
с о с т а в ц е п и :
уменьш. звено A7 : max= 110.000 min= 109.860
увелич. звено A6 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.140 : верхн. откл.= 0.140 нижн. откл.= 0.000
расчётный размер звена A6 :
номинал= 110.280 max= 110.280 min= 110.140
Решается разм. цепь 5 типа "Z" с неизв. звеном A8 , код метода получения= 74
припуск ZMIN, рассчитанный системой= 0.100
с о с т а в ц е п и :
уменьш. звено A9 : max= 20.000 min= 19.916
увелич. звено A8 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.084 : верхн. откл.= 0.084 нижн. откл.= 0.000
расчётный размер звена A8 :
номинал= 20.184 max= 20.184 min= 20.100
Решается разм. цепь 6 типа "Z" с неизв. звеном A10 , код метода получения= 72
припуск ZMIN, рассчитанный системой= 0.170
с о с т а в ц е п и :
уменьш. звено A11 : max= 30.000 min= 29.916
увелич. звено A10 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.340 : верхн. откл.= 0.340 нижн. откл.= 0.000
расчётный размер звена A10 :
номинал= 30.510 max= 30.510 min= 30.170
Решается разм. цепь 7 типа "Z" с неизв. звеном A5 , код метода получения= 72
припуск ZMIN, рассчитанный системой= 0.230
с о с т а в ц е п и :
уменьш. звено A6 : max= 110.280 min= 110.140
увелич. звено A5 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.460 : верхн. откл.= 0.460 нижн. откл.= 0.000
расчётный размер звена A5 :
номинал= 110.970 max= 110.970 min= 110.510
Решается разм. цепь 8 типа "Z" с неизв. звеном A4 , код метода получения= 71
припуск ZMIN, рассчитанный системой= 0.360
с о с т а в ц е п и :
уменьш. звено A5 : max= 110.970 min= 110.510
увелич. звено A4 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 0.870 : верхн. откл.= 0.870 нижн. откл.= 0.000
расчётный размер звена A4 :
номинал= 112.200 max= 112.200 min= 111.330
Решается разм. цепь 9 типа "Z" с неизв. звеном A3 , код метода получения= 41
припуск ZMIN, рассчитанный системой= 0.650
с о с т а в ц е п и :
уменьш. звено A4 : max= 112.200 min= 111.330
уменьш. звено A6 : max= 110.280 min= 110.140
уменьш. звено A8 : max= 20.184 min= 20.100
увелич. звено A3 : max= 0.000 min= 0.000
увелич. звено A5 : max= 110.970 min= 110.510
увелич. звено A7 : max= 110.000 min= 109.860
технолог. допуск заданного метода получения звена, предлагаемый
системой= 1.000 : верхн. откл.= 0.500 нижн. откл.=-0.500
расчётный размер звена A3 :
номинал= 23.444 max= 23.944 min= 22.944
Решается разм. цепь 10 типа "Z" с неизв. звеном A1 , код метода получения= 41
припуск ZMIN, рассчитанный системой= 0.700
с о с т а в ц е п и :
уменьш. звено A4 : max= 112.200 min= 111.330
увелич. звено A1 : max= 0.000 min= 0.000
технолог. допуск заданного метода получения звена, предлагаемый
системой= 1.600 : верхн. откл.= 0.800 нижн. откл.=-0.800
расчётный размер звена A1 :
номинал= 113.700 max= 114.500 min= 112.900
Решается разм. цепь 11 типа "Z" с неизв. звеном A2 , код метода получения= 41
припуск ZMIN, рассчитанный системой= 0.650
с о с т а в ц е п и :
уменьш. звено A1 : max= 114.500 min= 112.900
уменьш. звено A5 : max= 110.970 min= 110.510
уменьш. звено A10 : max= 30.510 min= 30.170
увелич. звено A2 : max= 0.000 min= 0.000
увелич. звено A4 : max= 112.200 min= 111.330
увелич. звено A6 : max= 110.280 min= 110.140
технолог. допуск заданного метода получения звена, предлагаемый
системой= 1.000 : верхн. откл.= 0.500 нижн. откл.=-0.500
расчётный размер звена A2 :
номинал= 35.660 max= 36.160 min= 35.160
Таблица 3
Результаты расчета технологических РЦ ЯГТУ, С Калачев О.Н., 2000 ** KON7 **
------------------------------------------------------------------------------------------------
Замыкающие звенья | Составляющие звенья
P-черт.размер, Z-припуск |
------------------------------------------------------------------------------------kon7--------
Ин- | Гра- | Предел.значения | Ин- | Гра- | | | Отклонения
декс | ницы |-----------------|декс | ницы | Метод обработки |Номинал |---------------
звена| звена | max | min |звена| звена | | |Верхнее|Нижнее
------------------------------------------------------------------------------------------------
P1 | 3 4| 20.000| 19.000| A1 | 1 12|Литьё в земляные формы | 113.700| 0.800| -0.800
P2 | 3 10| 110.000| 109.000| A2 | 12 7|Литьё в земляные формы | 35.660| 0.500| -0.500
P3 | 9 10| 30.000| 29.000| A3 | 1 6|Литьё в земляные формы | 23.444| 0.500| -0.500
Z1 | 1 2| ---- | 0.360| A4 | 11 1|Точение от необр.пов. | 112.200| 0.000| -0.870
Z2 | 2 3| ---- | 0.140| A5 | 2 11|Точение черновое | 110.970| 0.000| -0.460
Z3 | 5 4| ---- | 0.100| A6 | 10 2|Точение чистовое | 110.280| 0.000| -0.140
Z4 | 6 5| ---- | 0.650| A7 | 3 10|Точение чистовое | 110.000| 0.000| -0.140
Z5 | 7 8| ---- | 0.650| A8 | 5 3|Точение чистовое | 20.184| 0.000| -0.084
Z6 | 8 9| ---- | 0.170| A9 | 4 3|Точение чистовое | 20.000| 0.000| -0.084
Z7 | 11 10| ---- | 0.230| A10 | 10 8|Точение черновое | 30.510| 0.000| -0.340
Z8 | 12 11| ---- | 0.700| A11 | 9 10|Точение чистовое | 30.000| 0.000| -0.084
------------------------------------------------------------------------------------------------
Конец заказа Синицына *** KON7 *** 2000
Конец задания......KON7 2000
5 Выводы
В ходе выполнения данной работы были получены навыки работы с графической системой расчёта технологических размерных цепей GRAKON7, произведены расчеты технологических размеров обработки тела вращения двумя вариантами. Оба варианта являются верными, однако 2-й является более корректным с точки зрения условий реального производства. В результате расчёта получили – припуски на обработку, размеры заготовки и механообработки (таблица 3).
Последние занесем в операционную карту.